リーン生産方式とは?原則・メリット・デメリットをわかりやすく解説

概要
リーン生産方式とは?基本概念と定義
リーンとは、余分な脂肪が少ないことを意味する英語 lean から生まれた言葉です。たとえば「リーンな肉」とは、鶏肉や魚のように脂肪が少なく、ヘルシーな肉を指します。
これをプロジェクト管理に置き換えると、「余計な脂肪=無駄な工程やスコープクリープ」になります。リーンなプロジェクト管理を実践することで、この贅肉を取り除き、プロジェクトをより健全に進めることができます。
リーンは、単なる効率化のための手法ではなく、顧客価値を最大化するためのマネジメント手法として位置づけられます。従来の計画主導型アプローチと異なり、柔軟に学習と改善を繰り返しながら、変化の速い環境でも持続的に成果を出せるのが大きな特徴です。
リーンプロジェクト管理とは、無駄を最小限に抑えつつ、顧客にとっての価値を最大化することを目的としたプロジェクト管理手法です。
この手法では、プロジェクトの各工程で「余計な作業や非効率」を徹底的に排除しながら、顧客のニーズに直結する成果物の提供に集中します。従来のウォーターフォール型のように最初に大規模な計画を立てるのではなく、小さなサイクルで試し、学び、改善していくのが特徴です。
【特徴的なポイント】
無駄の排除: スコープクリープや重複作業を防ぎ、コストや時間を削減
顧客価値への集中: アウトプットよりもアウトカム (成果) を重視
継続的な改善: 小さなステップで仮説検証を行い、学習を積み重ねる
柔軟性: 不確実性の高い新規事業やアジャイル開発とも相性が良い
リーン生産方式の歴史的背景
リーン生産方式の原点は、日本のトヨタ自動車が 1948年から 1975年にかけて発展させたトヨタ生産方式 (TPS) にあります。
1988年、MIT の研究者ジョン・クラフシック氏が「リーン生産方式の勝利 (Triumph of the Lean Production System)」を発表し、TPS の思想を体系的なフレームワークとして世界に広めました。
この研究は『世界を変えた機械 (The Machine That Changed the World)』としてベストセラーとなり、リーンの概念が製造業を超えて広く普及するきっかけとなりました。
Asana × Microsoftで非定型業務の効率化
Microsoft 製品と Asana の連携で、部門をまたぐ非定型業務の効率化を実現しましょう。活用法について、本ガイドで詳しく説明しています。


Asana パーフェクトガイド
世界中のトップ企業がこぞって実践! 唯一無二の AI ワークマネジメントプラットフォーム "Asana" とは?


トヨタ生産方式 (TPS) との違い
リーン生産方式はトヨタ生産方式 (TPS) をベースに、MIT の研究者が体系化した生産管理手法です。両者は根本的な思想を共有しますが、適用範囲や目的に違いがあります。
比較項目 | トヨタ生産方式 (TPS) | リーン生産方式 |
起源 | トヨタ自動車 (日本) | MIT の研究者が TPS を体系化 |
適用範囲 | 主に自動車製造業 | 製造業、IT、サービス業など幅広い業界 |
焦点 | 現場のカイゼンと人材育成 | ムダの排除と顧客価値の最大化 |
手法の特徴 | ジャストインタイム、自働化 | 5 つの原則、バリューストリームマッピング |
TPS がリーン生産方式に与えた影響
トヨタ生産方式は「ジャストインタイム」と「自働化」を柱に、現場力と人材育成を重視します。一方、リーン生産方式はこの思想を汎用的なフレームワークとして再構成し、製造業以外にも展開可能にした点が大きな違いです。
TPS が「現場のカイゼン」を中心に据えるのに対し、リーン生産方式は「顧客価値」を起点にプロセス全体を最適化します。どちらもムダの排除を目指しますが、そのアプローチと適用範囲が異なります。
リーン生産方式の 5 つの原則
リーンプロジェクト管理の 5 つの原則とは、顧客の満足度と顧客価値を最大化するためのステップです。これらを活用すれば、製品の無駄を減らし、プロジェクトスコープを維持し、重要成功要因をクリアすることが可能になります。
結果的に、プロジェクトの業務効率化と市場での優位性を獲得することにつながります。

1. 価値を特定する
リーンプロジェクト管理プロセスの第 1 の原則は、製品の価値を特定することです。そのためには、関係者を把握する必要があります。
プロジェクトの成果物を作成し、届ける相手が社内の関係者である場合と、顧客、つまり外部の関係者である場合があります。
社内の関係者: プロジェクトの成功に関与し、製品の開発を注視しているプロジェクト関係者です。
外部の関係者: 製品やサービスを購入する顧客であり、その品質の影響を受けます。
誰に届けるのかを把握すれば、顧客のニーズや期待に沿った価値を定義しやすくなります。社内関係者にとっての価値はプロセス改善であり、顧客にとっての価値は「問題解決」や「付加価値のある体験」といえるでしょう。
2. バリューストリームをマッピングする
リーンプロジェクト管理の次の原則は、バリューストリームマッピング (VSM) です。VSM は、プロジェクトのスタートから完了までの理想のワークフローと現在のワークフローとを図示した視覚的なツールです。
この 2 つのワークフローを比較することにより、プロジェクト管理の各フェーズに散らばる無駄を突き止めて、効率を最大化することができます。
トヨタはリーン生産方式によって、VSM でも発見できる多くの無駄を見つけていました。リーン生産方式で定義される 7 つのムダ (詳しくは後述のセクションを参照) は、VSM で以下のように現れます。
作り過ぎの無駄 (不必要な機能) : 作り過ぎもソフトウェアの不必要な機能も、保管、材料、在庫の無駄を引き起こし、コスト増につながる可能性があります。
在庫の無駄 (バックログの管理ミス) : 在庫の無駄、そして未完了の仕事による無駄やバックログの管理ミスは、在庫の保管、輸送費、仕事を完了するための追加費用といった不要なコストを発生させます。
動作の無駄 (タスクの切り替え) : 動作の無駄は、社内における人や機械の無駄な動きによる不要なコストです。重複するプロセスや、ビジネスアプリが多すぎることなどもこれに当たります。
事実、平均的なナレッジワーカーは、1 日に 10 種類ものアプリを最大 25 回も切り替えながら仕事をしています。こうしたアプリの切り替え時に、やるべき仕事やメッセージを見失ってしまうことがあると 27% もの人が答えています。
不良を作ることの無駄 (技術的負債) : 不良品は、高コストの修理や材料の無駄を招きます。技術的負債は、貴重な時間のロスにつながります。
加工し過ぎの無駄 (高価なツール) : 加工のし過ぎは、ユーザーが望んでいない不要な製品のアップグレードのように無駄なコストにつながります。同様に、高価なツールはそれだけの価値がなければ投資の無駄になってしまいます。
手待ちの無駄: 手待ちの無駄とは、最終製品が完成するまでのタイムラインが遅れることによるコストです。
運搬の無駄: 運搬の無駄は、動作の無駄と似ていますが、製品や材料の無駄な移動のような、社外とのやりとりに関連しています。
足並みがそろわないチームによる無駄: チームの足並みがそろわないと、コミュニケーションの行き違い、不要な会議、チームの共同作業がうまくいかないといった問題による無駄なコストが発生しがちです。
VSM は、リーンプロジェクト管理における最も重要なステップです。これがなければ、プロジェクトのライフサイクルにおける問題点に気づき、顧客のために製品品質を向上するために必要なプロセスの視覚化ができません。
3. フローを作る
このステップでは、ステップ 2 で突き止めた無駄を取り除くことによって、プロジェクト管理計画をより効率的になるよう見直します。
そのために、製品開発のすべてのステージを分解し、必要に応じてステップを組み替えます。プロジェクトマイルストーンをチェックポイントとして利用し、プロジェクトの進行によって新たな無駄が生まれないように注意してください。
たとえば、ステップ 2 で、バックログの管理ミスがあり、さらにチームメンバーのスケジュール設定に問題が起きてタイムラインに遅れが生じていることに気づいたとします。それを踏まえて、このステップ 3 では、問題点を取り除き、プロジェクト計画を再度軌道に乗せるにはどうすべきかを考えます。
有用な VSM を作成するには、チームメンバーと率直なコミュニケーションを取ることが重要です。手間をかけても無駄を見つけて排除できれば、今後はチームが一丸となって非効率化を防ぎ、無駄が再び蓄積するのを防いでくれます。
4. プルシステムを確立する
プルシステムとは、仕事が完了したら、次に取り組む仕事を前工程から「プル」する (引っ張る) 手法です。
製造業には、工場で顧客が必要とするものを必要なだけ作る「ジャストインタイム」という生産管理システムがありますが、プルシステムはここから発展したものです。プルシステムはワークフローを効率的に動かし続けるため、ほかの業界でも有効です。
【ソフトウェア開発におけるプルシステムの例】
デザイナーがタスクを完了して、成果物のレビュー準備ができたことを通知します。
レビューの通知が、コーディングステージの開始のシグナルになります。
プログラマがタスクを完了し、成果物のレビュー準備ができたことを通知します。
レビューの通知が、テストステージ開始のシグナルになります。
製品テスターがタスクを完了して、最終レビューの準備ができたことを通知します。
製品の最終レビューを行います。
プルシステムを確立すると、プロジェクト全体を通じて仕事がスムーズに動き続けるため、多くの業界のチームにとってメリットがあります。
顧客向けの製品を製造している業界でこのシステムを活用するには、プルのシグナルからさかのぼって生産を行います。これによって顧客が必要とする分だけの生産が可能になります。
5. 継続的に改善する
リーンプロジェクト管理は、一度実施すれば終わりではなく、反復的なプロセスです。5 番目の原則は完璧を目指して努力すること、つまりワークフローを継続的に改善することです。
社内、社外に関わらず、あなたの成果物を受け取る関係者のニーズは常に変化していきます。そのため、自分の製品の価値を随時評価して、ワークフローに無駄がないか、定期的に分析する必要があります。
リーン生産方式における 7 つのムダ
リーン生産方式では、以下の 7 つのムダを特定し、排除することが改善の出発点です。トヨタ生産方式で定義されたこれらのムダは、製造業だけでなく、あらゆる業界のプロジェクト管理にも当てはまります。
作り過ぎのムダ: 需要を超えた生産や不要な機能の開発。保管コストや在庫リスクの原因になります。
在庫のムダ: 必要以上の在庫やバックログの蓄積。保管費や管理工数の増加につながります。
運搬のムダ: 製品や材料、情報の不必要な移動。物流コストや伝達ミスの原因になります。
動作のムダ: 作業者や設備の不必要な動き。タスクの切り替えやアプリ間の移動もこれに該当します。
手待ちのムダ: 前工程の完了を待つ時間。承認プロセスの遅延やボトルネックが原因です。
加工のムダ: 顧客が求めていない過剰な加工や機能追加。不要なコストと時間の浪費です。
不良のムダ: 不良品の発生による修正、再作業、廃棄。品質コストの増大につながります。
これらのムダを可視化するには、バリューストリームマッピング (VSM) が有効です。現状のプロセスを図示し、各工程のムダを特定することで、改善の優先順位を明確にできます。
リーン生産方式の具体的な手法
製品開発のワークフローを改善するには、以下のような手法を活用できます。継続的改善を目指す場合にこうした手法を行えば、無駄を減らし、生産性を上げ、顧客への価値を高めるために役立ちます。
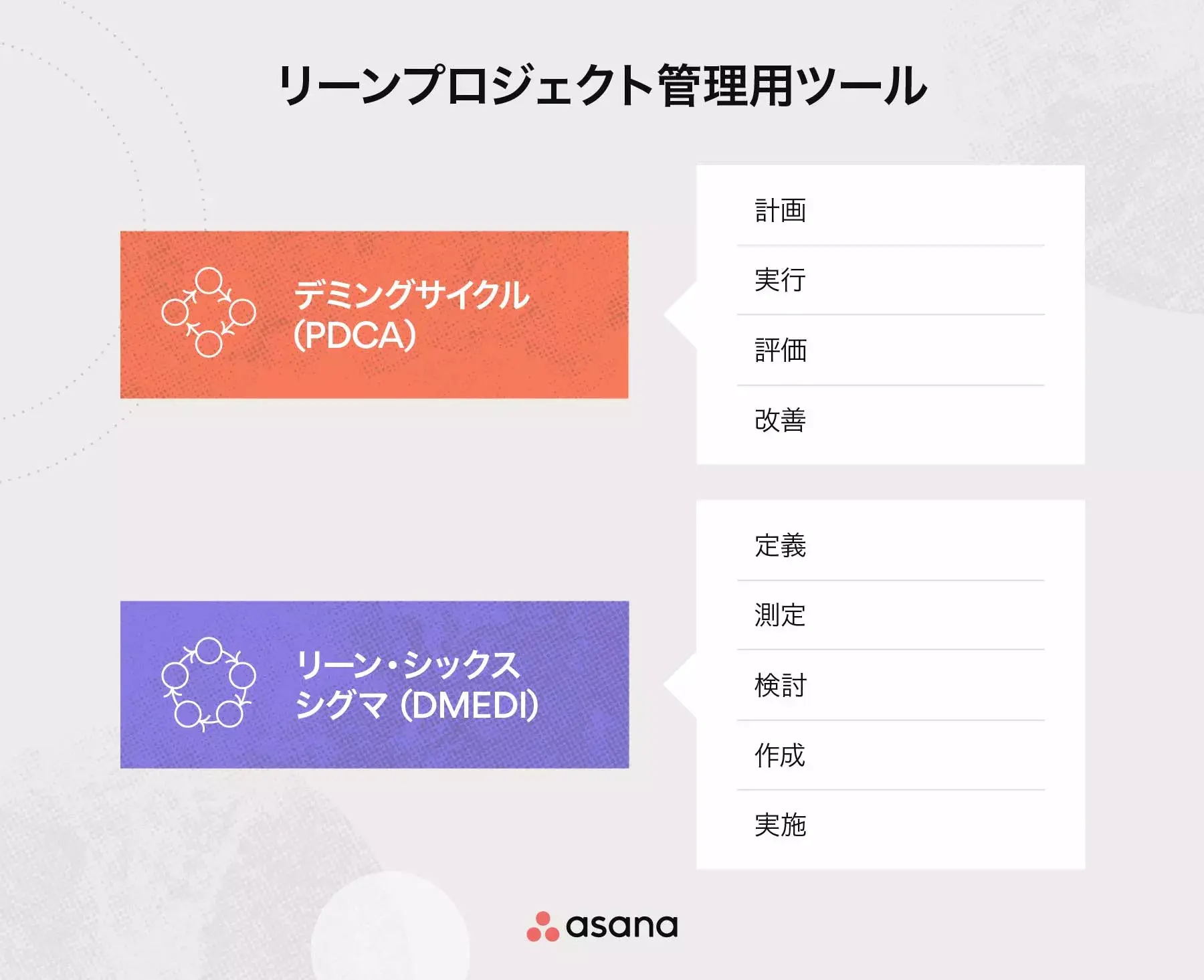
デミングサイクル (PDCA)
デミングサイクルは、1950年代に W・エドワーズ・デミング博士が考案しました。この手法は「Plan (計画) → Do (実行) → Check (評価) → Act (改善)」、すなわち PDCA サイクルとしても知られています。
これは、1920年代にウォルター・シューハート博士が生み出した 3 段階の問題解決メソッドを改良したものです。
PDCA サイクルには、次の 4 つのステップがあります。
Plan (計画): ワークフローを調べ、解決すべき問題を特定します。
Do (実行): データを分析し、あるいはチームメンバーと協力して、問題の解決策を見つけます。
Check (評価): 解決策の有効性を評価して、必要に応じて計画に改良を加えます。
Act (改善): 見直した解決策を適用して、学んだことを評価します。
デミングサイクルは、組織における多様なワークフローに応用できるシンプルなプロセスです。正しく実践すれば、製品の価値を大いに高めることができます。
リーン・シックスシグマによるプロジェクト管理 (DMEDI)
リーン・シックスシグマとは、ワークフローの問題を突き止めるために利用できるリーンマネジメントの手法です。
リーン・シックスシグマにも、デミングサイクルのようにいくつかのステップがありますが、合わせて活用できる分析メソッドもあります。DMEDI とも呼ばれるリーン・シックスシグマのステップは次のとおりです。
Define (定義): プロジェクトスコープを定義して、目標を計画します。
Measure (測定): プロジェクトの成功を測定する方法を決定します。
Explore (検討): プロジェクトのプロセスを改良するための新たな方法を検討します。
Develop (作成): 確実なプロジェクト計画を作成します。
Implement (実施): プロジェクト計画を実施します。
リーン・シックスシグマと合わせて使える分析メソッド:
バリューストリームマッピング: すでに述べたように、VSM は、プロジェクト管理計画のフェーズを視覚化して、無駄のある部分を特定するのに役立ちます。
顧客フィードバックアンケート: 顧客からフィードバックを得ることは、プロジェクトの問題点を評価して、製品の価値を高めるきわめて有効な方法です。
ガントチャート: 棒グラフのようなガントチャートを使って、プロジェクトのマイルストーンを視覚化できます。
根本原因分析 (RCA): RCA を使って、問題の根本原因を発見し、解決策を見つけます。
かんばん: かんばんボードは、タスクを可視化し、進行中の仕事を整理することによって、仕事のフローを把握しやすくします。
どのリーンマネジメントの手法を選ぶかは、業界や製品、チームに基づいて決めましょう。また、プロジェクトの種類に応じてさまざまなリーンマネジメントの手法を試し、最も効果のあるものを探すこともできます。
リーンスタートアップとの関係
リーンの思想はやがて製造業を越えて広がり、ソフトウェア分野ではアジャイル開発と結びついて進化しました。大規模な計画よりも短期間の反復で成果を検証するアジャイルのプロセスは、リーンの「無駄を省き、学習を重視する」精神と非常に親和性が高かったのです。
さらに 2000年代には、起業家のエリック・リース氏が著した『The Lean Startup』で、限られたリソースの中で新規事業を立ち上げるための実践的な手法として、MVP (必要最低限の機能を備えた製品) や仮説検証の重要性が体系化されました。
これにより、リーンは単なる生産管理の枠を超え、スタートアップの事業創出や経営戦略にも応用されるようになりました。
リーン生産方式の重要性と導入メリット
IT、建設、教育といった業界は、リーン手法を取り入れて、多くのメリットを享受しています。リーンプロジェクト管理によって、プロセスを合理化することにより、製品価値を高められるためです。
特にリードタイムの短縮や在庫管理の改善は、業務効率化と顧客満足の向上に直結します。リーンマネジメントのその他のメリットには次のようなものがあります。
より多くのイノベーションをもたらす: プロジェクトを改善する創造性が発揮され、新規事業の立ち上げにも貢献します。
無駄を減らす: 物理的な無駄や工程間の待機時間を減らし、作り過ぎや加工のし過ぎを抑制します。これにより低コストかつ短期間でのプロジェクト実行が可能になります。
顧客サービスの質を高める: 顧客が必要としているものを過不足なく提供できます。これはリーンスタートアップのメリットにもつながります。
リードタイムの短縮: レスポンスタイムが短縮され、遅れが減ります。
高品質な製品: 品質チェックを追加することで、製品の不良が最小限になります。
在庫管理の改善: 在庫のモニタリングにより、不要なコストやリスクを回避できます。
人材育成: 継続的な改善プロセスにより、チームメンバーのスキル向上や業務効率化が促進されます。
経営戦略への貢献: リーン手法は単なる業務改善にとどまらず、企業全体の経営戦略や競争力強化に直結します。
社内外に関わらず関係者に成果物を提供する企業では、リーンな発想に切り替えることで仕事のプロセスがシンプルになり、より効率的なプロジェクトチームが生まれます。
リーン生産方式のデメリットと注意点
リーン生産方式には多くのメリットがありますが、導入にあたっては以下のデメリットや注意点も理解しておく必要があります。
導入コストと時間
リーン生産方式の導入には、従業員の教育やプロセスの再設計が必要です。短期的にはコストと時間がかかるため、経営層の理解と長期的なコミットメントが不可欠です。
組織文化との摩擦
継続的改善を前提とするリーンの文化は、従来の指示命令型の組織と相容れない場合があります。現場の抵抗感を軽減するために、段階的な導入とコミュニケーションが重要です。
過度な効率化のリスク
ムダの排除を追求しすぎると、在庫バッファの不足やサプライチェーンの脆弱性を招く可能性があります。適切なバランスを保つことが求められます。
全社的な取り組みが必要
リーン生産方式は特定部署だけでは効果が限定的です。サプライチェーン全体や部門横断的な協力体制を構築することで、真の成果が得られます。
リーンプロジェクト管理を成功させるステップ
リーンプロジェクト管理を効果的に導入し、成功に導くには、以下のステップを順番に実践することが重要です。これらのステップを踏むことで、無駄を減らし、顧客価値の高い成果を短期間で提供できます。
1. 顧客セグメントと価値提案の明確化
プロジェクトを始める前に、まず顧客セグメントを特定し、各セグメントに提供する価値提案を明確にします。これにより、何を作るべきか、どの機能が最も重要かが判断しやすくなります。
2. 仮説検証と MVP の作成
次に、計画した価値提案に基づき仮説検証を行います。必要最低限の機能を備えた MVP (Minimum Viable Product) やプロトタイプを作成し、実際の顧客に触れてもらいます。
3. 顧客の反応を収集
MVP やプロトタイプを通して、顧客の反応を観察そして記録します。ここで得られるフィードバックは、製品改善の重要な指針となります。
4. ブラッシュアップと改善
収集した顧客フィードバックをもとに、製品やサービスをブラッシュアップします。PDCA サイクルやデミングサイクルを活用して、効率的に改善を繰り返すことがポイントです。
5. 成功事例の共有
プロジェクトが成果を上げた場合は、成功事例としてチーム内外で共有しましょう。これにより、ナレッジが蓄積され、次のプロジェクトへの学びとなります。
リーン導入の成功事例
リーン生産方式を導入し、業務改善に成功した企業の事例を紹介します。
部品加工メーカーのテック長沢は、M&A による事業拡大に伴い、組織間のコミュニケーション量が約 2.5 倍に膨らみました。拠点や子会社が増えるにつれ、情報伝達の遅れや重複作業といった「組織のムダ」が顕在化していたのです。
同社はワークマネジメントツールを導入し、業務プロセスの可視化と標準化を推進しました。その結果、中国子会社との連携がスムーズになり、定例会議の所要時間は 6〜7 時間超過していた状態から時間内に終了するまで改善されました。さらに、IATF16949 認証を 6 か月で取得し、5S 活動の管理もデジタル化に成功しています。
これらの成果は、リーンの原則である「ムダの排除」と「継続的改善」を組織全体で実践した好例といえます。テック長沢の導入事例を読む
富士通は、全社的な DX プロジェクト「フジトラ (Fujitsu Transformation)」において、リーンの考え方を大規模に展開しました。従来のサイロ化された業務プロセスを見直し、部門横断でのワークマネジメント基盤を構築しています。
導入の結果、業務効率が 30% 向上し、テンプレートを活用したナレッジの継承や、データに基づく意思決定が定着しました。現在は数千人規模のユーザーが活用しており、数万人規模への拡大を目指しています。
この事例は、リーン生産方式がエンタープライズ規模でもスケーラブルに機能することを示しています。小さな改善を積み重ねる文化を全社に浸透させることで、大企業でも持続的な変革が可能になります。富士通の導入事例を読む
リーンで業務改善を実現しよう
リーン生産方式は、ムダを排除し顧客価値を最大化するための強力なフレームワークです。この手法を効果的に実践するには、タスクの可視化やチーム間の連携が欠かせません。
ワークマネジメントツールを活用すれば、バリューストリームマッピングやプルシステムをデジタル上で管理でき、チーム全体で改善サイクルを回しやすくなります。
無料で始めるリーン生産方式に関するよくある質問
リーン生産方式とトヨタ生産方式の違いは何ですか?
リーン生産方式の 7 つのムダとは何ですか?
リーン生産方式のデメリットや注意点はありますか?
リーン生産方式とかんばん方式の違いは?
リーン生産方式は製造業以外でも活用できますか?

Asana で働き方を変革しましょう
無料トライアルを始める
Asana を無料でお試しいただけます。クレジットカード情報は不要です。
デモを見る
大規模な企業をつなぐ Asana の仕組みを、デモでご確認ください。
セールス担当者に相談する
Asana を活用したスムーズなチーム連携の方法についてご案内します。